Question: The case was prepared as the basis
The case was prepared as the basis for discussion rather than to illustrate either effective or ineffective handling of an administrative situation. Danfoss Drives A/S is a Danish producer of frequency converters located in Graasten in the southern part of the country. The company belongs to the Danfoss Group, one of the largest Danish industrial groups, but since the production of frequency converters is quite distinct from the activities of the other divisions in the group, Danfoss Drives operates as an individual company in all respects, apart from matters of financing.
The financial backing has, however, played an important role in the development of Danfoss Drives. The production of frequency converters was initiated 25 years ago and since then Danfoss Drives has managed to achieve a position as one of the key players in the market. Today the company has an annual turnover in excess of 1 billion Danish Kroner, and more than 750 employees. As a symbol of its key position in the market, the Danfoss Drives frequency converter trademark; a VLT® has become the standard term for frequency converters used within the industry. Achieving this market position has been possible due to the commitment and financial ability of the group to support a growth strategy based on a high level of investment.
Products and Customers
A VLT® can, basically, be described as an instrument that converts electrical power in standard frequency and voltage to the frequency and voltage required by electrical motors for solving specific tasks. To illustrate, VLT® are used in brewery assembly lines to control the speed of the of the conveyor belts. Based on signals from the workers controlling the production process or transmitted automatically from the production system, the VLT® will adjust the speed and torque of the electrical motor accordingly. Consequently, constant speed of the conveyor belts can be achieved at varying levels of production volume.
The VLT®s produced by Danfoss Drives can be differentiated according to the kW-range, the range of possible signals and responses, and the language and display options of the product. The largest VLT®s are capable of controlling electrical motors of up to 500 kW, i.e. as used to drive pumpsin water utilities, the smallest products can handle motors with power output down to 0.37 kW.A result of the wide range of possible product specifications has been a correspondingly large number of different VLT®s offered and produced for the market. At present, the product catalogue consists of five product families: AL, AS, B, C and D1 with a total of more than 5,000 different product numbers. The Danfoss Drives homepage at www.danfossdrives.com provides a more comprehensive description of the VLT® products and their range of application.
Corresponding with the range of possible applications, the VLT®s are sold to a large and diverse group of customers within the industrial market. The customers are either companies, who use the VLT® as part of their own production system, or production system manufacturers, who integrate the VLT® as part of a total production system offered in the market. Usually, the industrial market is attributed with a set of distinct characteristics with regards to buyer behaviour. Buyers are assumed to be informed and display a relatively more rational behaviour than buyers in the consumer market. The experience of Danfoss Drives serves to moderate this view. Often, the buyers are not aware of the whole range of possible solutions, that the VLT®s offer to the problems in the production process. Further, the decision to purchase a VLT® is an integral element in an elaborate and time-consuming decision related to the construction of a new production system. Thisis, however, not reflected in the required time for delivery. Danfoss Drives are 'the last to know', and the decision to execute the procurement of the VLT® is made in close connection with the time it is to be used. Consequently, a short delivery time is a critical success factor. This also applies to the replacement market, since the VLT® is often a critical component in a combined production system, a factor which also makes quality a key product characteristic.
Suppliers and Competitors
The key components used in the production of a VLT® can be divided into mechanical and electrical parts. The mechanical parts are primarily cooling fans, connectors, LED-displays, keyboards and a cabinet, providing the protection of the VLT® from the often quite 'hostile' production environment in terms of, for example, temperature, humidity and dust, in which it is to be used. When in use, the VLT will develop a substantial amount of heat, and for this reason the cooling properties of the cabinet are also an important part of the product design related to the mechanical components. The electrical parts are printed circuit boards and electrical components such as resistors, capacitors and CPUs. The electrical components may be further divided into low- and high-voltage components. The key element in a VLT® is the power card, a printed circuit board mounted with high voltage components, through which the frequency and voltage conversion process takes place. The interaction between the VLT® and the environment (through the controlling signals received) and the surveillance and programming of the VLT® (though the display and keyboards on the product) are handled by control cards and display cards respectively, consisting of low-voltage components.
The distinction between high- and low-voltage components is reflected in the markets for supplies
faced by Danfoss Drives. The number of customers for high-voltage components worldwide is fairly limited. Apart from VLT® producers, high-voltage components are used in the production of, for example, control systems in power utilities, televisions and computer monitors. Given the dominant position within the VLT® market, this provides Danfoss Drives with a strong bargaining position vis-à -vis its suppliers - had it not been for the fact that the suppliers of high-voltage components belong to industrial groups to whom the main competitors with the VLT® market also belong. Although the Danfoss Group is large by Danish standards, it is dwarfed by industrial groups such as Siemens, ABB and Mitsubishi.
The market for low-voltage components is quite distinct from the high-voltage market. Low-voltage components can, to a large extent, be considered to be a standardized product, almost a commodity in today's market, with a large number of suppliers worldwide. This provides Danfoss Drives with a strong bargaining position vis-Ã -vis these suppliers - had it been a major customer, which it unfortunately is not compared to such buyers as Philips, Sony, IBM, etc. For both types of electronic components, it is important to note that the delivery time can be quite long, in some cases between six and twelve months.
JIT Production in Danfoss Drives
The original initiative to implement just-in-time (JIT) production in Danfoss Drives was taken by a present Production Manager several years ago. The motive behind the adoption of the zero-inventory ideal of the JIT philosophy was a perceived, and real, need to do something about the growth in inventory at all levels in production, that was taking place. Until then, the group had provided the financial support required to pursue the growth strategy, but pressure was rising for Danfoss Drivesto generate positive cash flows in return for the funds invested. The continued growth in inventory was essentially a threat to the sustained support from group management.
The main reasons for the growth in inventory were the combined effect of growth in sales and in the range of products offered. The expansion in the product range is a result of a strategic decision to focus on close relations with customers, as a means of differentiating Danfoss Drives in the VLT® market. The customers lack of awareness with regard to possible solutions provided by the VLT®s, is seen as a potentially important means of establishing a strong relationship with customers. Close cooperation with customers, combined with products adjusted to their specific needs, is therefore a central element in the Danfoss Drives market strategy.
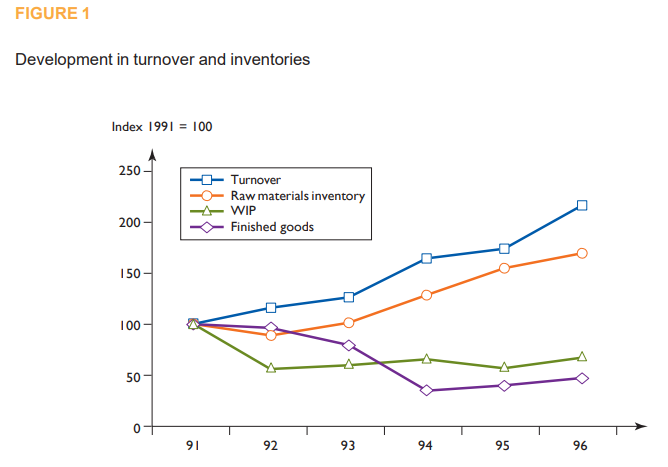
The experience from Danfoss Drives confirms the point made by researchers and managers alike, that implementing JIT is an ever-continuing process. Consequently, Danfoss Drives is characterized as a JIT producer in relative terms, because it pursues the ideals of JIT production - not because it has achieved them in absolute terms. The consequence of an absolute definition will be a situation, where not even the classical example Toyota, can be classified as a JIT producer. The most fundamental effect of the implementation of JIT has been that Danfoss Drives only produces to order, and therefore does not hold any inventory of finished goods in the factory at all. To do this and still honour the short delivery time required by the customers, has required a dedicated effort by employees across all the functions of the organization. The focus of its effort has been on a reduction of set-up time, reconfiguration and increased flexibility of the production process, and the pursuit of a strategy of modularization in product development. Trying to understand the financial effort of the JIT effort, it is interesting to consider the dramatic development displayed in Figure 1. The finished goods in Figure 1 refer to a limited amount of inventory held at local Danfoss sales companies across the world. The implementation of JIT has been a significant contribution to the achievement of a situation, where Danfoss Drives today is considered to be one of the financially most successful and promising divisions within the Danfoss Group.
Product and Production Design
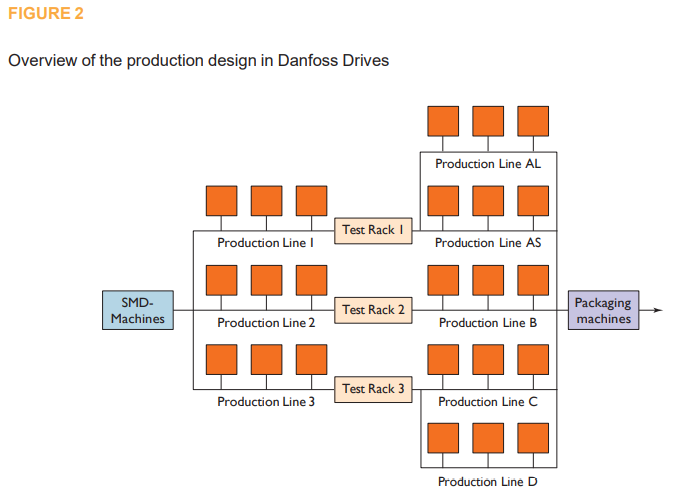
The implementation of a strategy focusing on products consisting of modules is strongly related with the design of the production process, where a flow strategy has played a prominent role. Modularization permits Danfoss Drives to carry out a production process, with an increasing degree of product individualization to the requirements of the customer through the production process. A limited number of different power cards are combined with a range of standardized display and control cards, and finally the customer-specific software is included. The overall design of the production process to support this progressive degree of individualization is illustrated in Figure 2. The initial stage represents the assembly of the printed circuit boards, both low- and high-voltage. At this stage, the production process is carried out in a machine centre, i.e. consisting of identical SMD machines, with a high degree of automation. For use in this type of machine, the electrical components are kept on large tapes containing several thousand identical components. The tapes are mounted in the machine, which then automatically picks and inserts the individual components according to a program specific to the individual type of circuit board being produced. The number of tapes which can be mounted in the machines is limited. This has in turn motivated Danfoss Drives to use preferred parts lists in the product design department, to ensure that a full assembly programme can be executed within the same set-up, and to reduce the number ofset-ups required between production series. The assembled circuit boards from the first stage in the production process are kept in racks as work in process. Upon receipt of an actual and confirmed customer order, the appropriate power card will be picked from the rack and mounted on a frame together with additional parts such as fans, coils, etc. The completed frame, a power unit, is the backbone of the product and will be subject to an extensive automated testing programme. As illustrated in Figure 2, the assembly and testing of the power units in the testing racks, represent a significant shift from machine centres to production lines. Production lines and testing racks at this stage are shared by theAL andAS product families and by the C and D families.
The main capacity constraint in this part of the production process is the number of positions in the testing racks. However, this constraint, as with all other possible capacity constraints, has not yet been effective in any systematic way, due to an aggressive investment programme in Danfoss Drives. Based on a philosophy of anticipated continued growth, the company has followed an investment programme insuring a consistent level of excess capacity in production. The ability to expand capacity is to a limited extent possible by increasing the number of employees on the production lines. Significant changes in capacity, however, can only be achieved by working extra shifts. The time required for training new employees is, on average, estimated to be three months.
A minor and time-restricted increase in capacity achieved by increasing the number of employees on one production line does not lead to an increase in the total workforce, because employees are simply shifted from a production line with excess capacity to one with constrained capacity. For this purpose, Danfoss Drives has implemented a plant-wide programme of multi-process training of employees. The effort to increase the flexibility of the workforce is further supported by a deliberate effort to include standardized processes with minimum training requirements in all production lines. The company does not distinguish between 'first class' and 'second class' processes. This makes no sense from a remuneration point of view, since all employees participate in a routine programme of process rotation.
Using standardization processes is, however, of significant importance in the holiday season, since it enables Danfoss Drives to use seasonal labour, typically students on vacation, with a limited need for training. During this period, the pool of employees not on vacation will be responsible for the complicated processes.
Once the power unit is fully tested and approved, it is transferred to the specific production line of the product family, where the display and control cards are inserted, followed by the inclusion of the specific software, final test, final assembly and packaging. The throughput time of the entire production process is between 8 and 24 hours, which in turn enables Danfoss Drives to fulfil any customer orders within a period of three days.
Sales and Production Planning
The sales and production planning process consists of several steps. At the overall level, a sales forecast and consequent investment plan for the next three to five years is developed. One issue plays a particularly prominent role in this connection. The philosophy of growth is dependent on a continuous flow of new product introduction. VLT®
s have a long lifetime in use, but the lifetime in production is less than five years. Anticipated sales five years from now will be generated by products, which at present are in the product development pipeline and not in production. Consequently, the integration of product development and product introduction with marketing strategy and long-range financial planning are important issues. Linked to this is also the production investment and production development programme, which is strongly influenced by the strategic commitment to pursue JIT production.
In the budgeting process, i.e. within the one-year planning horizon, the formulation of a sales forecast one year ahead constitutes the core element. The sales forecast is specified almost to the level of individual product numbers. The sales forecast is used in the purchasing department, but it is not used in its original form in the production department. Instead, a production forecast based on the sales forecast, but specified at the aggregate product family level, is developed in the production department.
This production forecast is used for planning purposes and includes all updated information on expected future material and production efficiency, resulting from a continuous cost reduction and performance improvement directed at all products throughout their lifetime in production. All products are subject to a continuous cost reduction and performance improvement effort throughout their lifetime in production. The budgeting process does not, however, confine itself to the development of an annual budget. Every quarter, the sales and production forecasts one year ahead are updated and subject to elaboration, in the form of a production forecast per day in the next quarter, which is communicated to the individual production sub-departments. Additional updating of the forecasts is carried out, if required, at both monthly and even weekly intervals. Every Monday morning a production meeting takes place, to follow up on last week's production and decide on adjustment to the production and manning plans of the week just started.
Even though Danfoss Drives has chosen to carry out a wide range of forecasting and planning activities, it is important to keep in mind, that actual production is only initiated on the basis of actual customer orders.
Consequently, the sequence in the determination of the production programme for the day, is to compare the updated pool of actual orders with the production capacity available. If the production capacity and stock of power cards, or raw materials for the production of the power cards, are sufficient to fulfil the order, a note of confirmation is sent to the customer, stating the time of delivery. This planning routine is carried out automatically in two systems. The shop-floor system contains the production capacity and production plan data. The SAP system contains all data on materials. SAP systems are integrated information systems, consisting of a range of standard planning and recording modules, which can be integrated and customized to cover a wide range of tasks within large companies. The logistics system used by Danfoss Drives to handle the data on materials is thus only a small part of the company wide SAP system. Further information on SAP systems can be found at www.SAP.com
Once the customer order has been confirmed, all materials, not just the power cards required for the order, are reserved in the SAP system and the inventory figures are updated. Simultaneously, the shop floor system is also updated to include the new order on the production plan. On the factory floor, monitors are placed at all workstations with direct links to the shop-floor system. The customer order directly initiates production of a new VLT® at the workstation placed just after the power card rack. Physically, this is done by automatically updating the production plan on the monitor placed at this workstation.
Required:
1. What are the possible reasons behind the difference in the development of the raw materials inventory, as compared with the WIP and finished goods inventory?
2. Discuss what could be the possible reasons for Danfoss Drives choosing to implement such an elaborate planning structure, considering that production is only executed on the basis of actual orders?
3. What are the driving factors behind the need to update forecasts at quarterly, monthly and even weekly intervals?
4. What are the possible consequences for sales planning given the aggressive investment strategy?
5. Discuss whether standard costing is reconcilable with the kaizen ideal of continuous improvement?
> Assume the same information for Case 4. IFRS does not provide specific rules for software; the accounting for software development costs falls under the general guidance for intangible assets. Does IFRS require that software development costs be expensed
> Companies sometimes develop software for either external use (for example, to sell to customers) or for internal use. Should a company expense or capitalize software for internal use? U.S. GAAP provides specific guidance regarding software and, furthermo
> Ed’s Market Company (EMC) grows and sells fresh fruits and vegetables. EMC is an IFRS reporter. EMC experienced three different unfortunate events in the current year. 1. In February, the government acquired 20 acres from EMC in an eminent domain case.
> Ed’s Market Company (EMC) grows and sells fresh fruits and vegetables. EMC experienced three different unfortunate events in the current year. 1. In February, the government acquired 20 acres from EMC in an eminent domain case. EMC was carrying the land
> Sycamore Sidewalk Company enters into a contract with a customer to sell three products for a total transaction price of $15,000. Information related to these three products is provided in the following table. How should Sycamore Sidewalk Company alloc
> On rare occasions, a company will acquire property, plant, or equipment in a nonmonetary exchange in which two entities exchange one nonmonetary asset for another nonmonetary asset. Read sections 5, 20, and 30 of ASC 845-10. Describe the accounting treat
> Treasure Island Corporation (TIC) sells time shares in luxury oceanfront cottages. During the year ended December 31, 2017, TIC completed a project consisting of 100 cottages in a particularly scenic portion of Hawaii. The project cost TIC $110.24 millio
> Tarheel Farm, Inc. (TFI) is a North Carolina corporation involved in agricultural production and has an October 31 fiscal year-end. It is not publicly traded, but it is required to prepare annual IFRS-complying financial statements for its bank. TFI typi
> The Kroger Co. reported cash income taxes paid of $557 million for the year ended January 28, 2017 (fiscal year 2016). In addition, it reported the following: a. What is the LIFO reserve for Kroger as of January 28, 2017? January 30, 2016? b. What is th
> KR Automotives is a calendar-year car dealer that sells cars made by Hoyta. KR uses LIFO and calculates the lower of cost or market using an individual-item basis. The CFO of KR believes that KR will need to write-down its inventory of one particular car
> Wildcat Sporting Goods (WSG) sells athletic shoes and trendy sports apparel to a variety of sporting goods stores in the Northeast and, in 2011, WSG also began direct Internet sales to consumers. WSG’s common shares are publicly traded
> Absco, Inc. is a calendar-year-end clothing manufacturer that sells exclusively to retailers. It engages in a large number of contracts with its customers. Following are some specific contract issues that have arisen this year. 1. Absco signed a contrac
> Tolls R Us is a company whose primary business activity is operating toll roads. Tolls R Us receives licenses from the government to operate the toll roads that are typically expensed for a specified period of time. The company routinely projects the ant
> Bookstores International, a bookstore chain, has been quite successful over the past few decades and is now in expansion mode. It typically approaches opening a new bookstore by first determining the general geographic location for a new store and then i
> BBS is a calendar-year corporation that manufactures baseballs. BBS produced 9.5 million baseballs in 20x7 and incurred fixed production overhead costs of $2 million. In the past 5 years, it has produced the following number of baseballs: The decline i
> TGW Construction Company enters into a contract to build an office building and detached parking garage for $24 million. TGW determines that the building and parking garage represent separate performance obligations. The standalone price of similar struc
> The following information is from the 2016 financial statements of Revlon, the beauty products company. Required: Use Revlon’s financial information to answer the following questions: a. What is Revlon’s operating cyc
> Use the information related to Bigelow Contractors from P8-7 and P8-8 to answer the following questions. Assume that Bigelow’s total assets were $5,000,000 and its liabilities were $2,000,000 at the beginning of the year. a. Compute net
> Kellogg Company and Kraft Heinz Company, Inc. are two companies operating in the packaged food industry. You have noticed their products in numerous grocery and convenience stores and are interested in their production process. Your first step is to anal
> PROBLEM: Selected disclosures related to Foot Locker Company’s inventory follow. Use these disclosures to answer the following questions: a. What percentage of inventory at the end of 2016 is accounted for under each cost-flow assumpti
> Kimberly-Clark Corporation and Procter & Gamble Company reported the following information about inventory in their financial statements and footnotes. Use this information to answer the following questions: a. What cost-flow assumption(s) does Kimbe
> Companies sometimes use accounts receivable as collateral in a secured borrowing or sell them to a factor. The accounting method for these types of transactions is governed by ASC 860—Transfers and Servicing, the majority of which derives from SFAS No. 1
> According to ASC 606, an entity should recognize revenue when goods or services are transferred to a customer. Goods and services are transferred to a customer when the customer obtains control. Refer to the Basis for Conclusions section of ASU 2014-09 t
> What are the general rules related to the amortization of intangible assets? Read the basis for conclusions in SFAS No. 142, particularly paragraphs B49 through B53. What were the amortization rules for intangibles prior to the passage of SFAS No. 142? I
> Consider the Basis for Conclusions in IAS 16, Property, Plant, and Equipment (particularly paragraphs BC26 and BC27). What is the principle underlying component depreciation under IFRS? Although U.S. GAAP does not contain a basis for conclusions for the
> Both IFRS and U.S. GAAP require that firms report inventory at the lower of cost or market. What is the basic principle/characteristic behind this standard that results in this “lower” reporting approach (asset write-down)? Scene 2 Read the objectives
> Martin Software Developers, Inc. recently signed a contract for $1,600,000 to create a registration, grade report, and transcript system for MacFarlane State University. Each part of the system will be delivered separately and must be fully functional up
> Complete the blanks in the five criteria to identify a contract with a customer. 1. All parties agree to the _ and commit to . 2. Each party’s rights with respect to the goods or service being transferred are . 3.
> FIFA World Cup 2010 – A Worthwhile Proposition For South Africa? The hosting of the FIFA World Cup 2010 in South Africa was presented as an opportunity to redefine perceptions of South Africa by demonstrating that an African country could successfully
> One of the major tasks of the workshop on Crystal Palace Gold Mine is to repair winch motors, and about 1,000 motors are repaired annually. Approximately half of the repairs require the burnt out armature to be rewound. At present all armatures requiring
> Douglas Taylor, Lecturer in Management Accounting and Finance, Corporate Governance and Ethics and Head of the Finops Section at Wits Business School, Parktown, South Africa Topics covered include: decision-making under conditions of risk and uncertainty
> Springbok Limited’s budget committee, which had members drawn from all the major functions of the business was meeting to consider the projected income statement 2020/2021, which was composed of the 10 months actuals to the end of Janua
> Founded in 1923, Eskom built 78 large coal-fired plants over 60 years to become the fourth largest power utility in the world. The company generates over 90 per cent of all electricity generated in South Africa. This electricity is distributed to industr
> Kinkead has been a leading UK firm since World War II in specialty instruments for measuring electric current characteristics (voltmeters, ohmmeters, ammeters, etc.). Kinkead’s products are grouped into two main lines of business for internal reporting p
> In November 2020, a consultant was employed to review and document the planning and control systems of Integrated Technology Services (UK) Ltd (ITS-UK), to ensure that these were effectively meeting the needs of the business and to provide a basis for st
> Dave Barry, an engineer, is the general manager of the Beta Company, which manufactures a general range of animal food products. Since joining the company, the sales have been static in both volume and value terms. Now, at the start of the New Year, a po
> Alan Chadwick is the Chairman and Managing Director of Chadwick’s Department Store Ltd. This is the company that operates Chadwick’s, a large independent department store that has been family owned and run for over 100 years. It was started in 1906 by Si
> Amica Foods Ltd. produces a very wide range of food products in a highly competitive industry, almost all under the Primus brand name, which is widely recognized as representing high-quality food products with a loyal customer following. Almost all of t
> Anjo Ltd was established in 1986 by two brothers, Andrew and Jonathan Bright. They saw a market for providing accessories in the home to accommodate the new era of home entertainment, and more recently expanded their range to account for a resurgence i
> Airport Complex was founded in Northern Europe in the early 1960s, and at the time it primarily served as a domestic airport. During the 1980s, flights to foreign destinations became an ever more vital activity for the airport. Today, the airport funct
> Southern Paper Inc. is a global packaging company headquartered in the US. The company was founded in the 1880s and has three principal business sectors – forest products, packaging and papers. The forest products division supplies lumber to the constr
> Professor John Shank, The Amos Tuck School of Business Administration Dartmouth College This case was originally set in Western Europe in 1974, just after the Arab oil shocks of 1972 and 1973. National borders were still very important business barriers.
> Merrion Products Limited is a company owned by the Carroll family. The company manufactures hand-made chocolate biscuits from imported South American cocoa, which are sold to a small number of large retail outlets in the local area. When the company was
> The Managing Director of the Kiddy Toy Company (KTC) needs to decide whether a special export order should be accepted or rejected, with reasons provided, for the manufacture of Panda bears. The background Official statistics indicate that China manufact
> Hardhat Ltd.’s budget committee, which has members drawn from all the major functions in the business, is meeting to consider the projected income statement for 2020/2021, which is composed of the ten months’ actuals t
> Fosters Construction Ltd (FCL) is a privately owned company with revenue of £20 million per annum, and 200 employees. The company has been operating for 24 years and is well established in the marketplace. However, despite a national rate of 4 per cent p
> Mestral is a highly successful company manufacturing a range of quality bathroom fittings. For the past fifteen years production has been carried out at three locations: Northern town in the North East of England; at Western town on the Severn estuary;
> Fleet operates a chain of high street retail outlets selling clothing and household items. In 2019 this company was heading for a financial loss and was deemed to have lost strategic direction. The business formula that had proved successful in the 1980s
> The Board of Dumbellow Ltd are meeting on the 23rd January to discuss the draft budget for 2022/23, some two months before the start of that year. The company produces three industrial valves which are incorporated into equipment used in the Oil and Gas
> Company B is a manufacturer of large, complex electrical motors. It has been making them 'to order', in order quantities of, typically, one-four in a jobbing/batch production system for many years. A typical selling price may range from £3,000-£20,000
> Company A is in the chemical industry and a manufacturer of industrial paints. At one of its manufacturing sites (site 1) a new system of costing and management information is being considered to replace a traditional system, which was not meeting fully
> This is a general case relating to joint costs allocation. Although it may be difficult to determine a proper allocation basis for a common cost, the broad objectives for allocating common costs are the same as those for separate costs – cost control and
> At the beginning of September, Paul Owen, the new manager of a division of Bohemia Industries, received the August income statement. He was surprised that the profit had declined from that reported for the previous month. He was expecting an increase in
> Introduction Jack Watson, an electrical engineer, established Electronic Boards plc as a ‘one-man’ company in the late 1970s. From small beginnings, the company earned a reputation for the quality and reliability of i
> John Ford, updated by Denny Emslie, Senior Lecturer in Accounting, University of Fort Hare, 2020 Topics covered include: break-even analysis, marginal/contribution costing, gross margin, sunk costs and cost/overhead recovery Founded in 2000, the Gordon
> A Self-supporting Legacy or a Burdensome White Elephant? In the run-up to the 2010 World Cup, South Africa built new stadia according to a blueprint devised by world football’s organizing body, FIFA. The country was keen to present the event in iconic, p
> The word Kai translates to change, and the word Zen translates to better. Together they are taken as change for the better or continuous improvement. Kaizen is part of a methodology known as lean manufacturing which aims to remove waste through continu
> Freedom Products has just organized a new department in their organization to manufacture and sell specially designed tables made from indigenous South African wood. The division has imported new equipment and machinery. Due to the high level of automati
> Melanie-Jane Brown started manufacturing her own face creams some years ago, having worked for some time for one of the large international cosmetic companies. Initially, she made face creams for herself and a few friends and, in response to their encou
> Grass Cutter Mechanic (GCM) manufactures and sells four types of grass cutters, used mainly by farmers. The details of the four different products are given below and relate to June 2020. In the manufacturing of the four products, similar technology is a
> One of the fastest growing sectors in the South African economy is telecommunications and the current expansion is focused on the growth of the mobile telephone market. South Africa is the fourth fastest growing mobile communications market in the world.
> The International Ecotourism Society (TIES) defines Ecotourism as ‘responsible travel to natural areas that conserves the environment, sustains the well-being of the local people, and involves interpretation and educationâ€&#
> First National Bank is a wholly owned division of FirstRand Bank Limited and is one of South Africa’s largest banks. The bank provides a broad range of financial services to individuals and businesses. FNB’s mission is ‘To move from good to Great by buil
> The SC Company manufactures and markets specialized products for use in the air purifying industry. The company is divisionalized and their operations are structured as follows. Department AC The main focus of Department AC is Research and Development. I
> The following information relates to Socks 'n' Stockings (Pty) Ltd, a wholly owned subsidiary of a major listed group. As investment bankers to the group you have been approached by the financial director who makes the following requests: • The company i
> Potty Plants produces large clay pots at their production plant on the Rose path Acre Woods. Peter, the newly appointed general manager of Potty Plants, has just received the income statement for February 2021, presented below: Peter was shocked to see t
> NuLife Limited is an investment holding company which operates through a number of subsidiaries and employs over 20,000 people. NuLife operates private hospital, primary healthcare, emergency medical services and renal care networks in South Africa. In a
> There are a number of large supermarket chains in South Africa which account for the majority of national retail food sales. They sell large quantities of groceries and other consumer goods, mostly on a self-service basis and increasingly via the online
> Air Gascogne operates daily round-trip flights on the Toulouse–Stockholm route using a fleet of three 747s, the Eclair des Cévennes, the Eclair des Vosges and the Eclair des Alpilles. The budgeted quantity of fuel for each
> Anna-Greta Lantto, the assistant controller of Kiruna AB had recently prepared the following quality report comparing 2018 and 2017 quality performances. Just two days after preparing the report, Lars Törnman, the controller, had called Lant
> Carmody Ltd sells 300 000 V262 valves to the car and truck industry. Carmody has a capacity of 110 000 machine-hours and can produce three valves per machine-hour. V262’s contribution margin per unit is €8. Carmody sel
> Braganza manufactures and sells 20 000 copiers each year. The variable and fixed costs of reworking and repairing copiers are as follows: Braganza’s engineers are currently working to solve the problem of copies being too light or too d
> MikkeliOy has three operating divisions. The managers of these divisions are evaluated on their divisional operating profit, a figure that includes an allocation of corporate overhead proportional to the revenues of each division. The operating profit st
> The Portimão Division of AmicaLda sells car batteries. Amica’s corporate management gives Portimão management considerable operating and investment autonomy in running the division. Amica is considering how it should compensate Manuel Belem, the general
> Thor-Equip AS specialises in the manufacture of medical equipment, a field that has become increasingly competitive. Approximately two years ago, Knut Solbær, president of Thor-Equip, decided to revise the bonus plan (based, at the time, e
> Serra-Mica Srl is a maker of ceramic coffee cups. It imprints company logos and other sayings on the cups for both commercial and wholesale markets. The firm has the capacity to produce 3 000 000 cups per year, but the recession has cut production and sa
> Salvador SA assembles motorcycles and uses long-run (defined as 3–5 years) average demand to set the budgeted production level and costs for pricing. Prices are then adjusted only for large changes in assembly wage rates or direct mater
> Faulkenheim GmbH is a manufacturer of tool and die machinery. Faulkenheim is a vertically integrated company that is organized into two divisions. The Frankfurt Steel Division manufactures alloy steel plates. The Tool and Die Machinery Division uses the
> 1. Discuss the conditions under which the introduction of ABC is likely to be most eective, paying particular attention to: product mix; the significance of overheads and the ABC method of charging costs; the availability of information collection proced
> Récré-Gaules SARL produces and distributes a wide variety of recreational products. One of its divisions, the Idefix Division, manufactures and sells ‘menhirs’, which are very popular with cro
> Refer to the information in Exercise 18.17. Suppose that the Mining Division is not required to transfer its yearly output of 400 000 units of toldine to the Metals Division. Required 1. From the standpoint of Escuelas, SA, as a whole, what quantity of
> Escuelas SA has two divisions. The Mining Division makes toldine, which is then transferred to the Metals Division. The toldine is further processed by the Metals Division and is sold to customers at a price of €150 per unit. The Mining
> Ilmajoki-Lumber Oy has a Raw Lumber Division and Finished Lumber Division. The variable costs are: ● Raw Lumber Division: €100 per 100 board-meters of raw lumber. ● Finished Lumber Division: €125 per 100 board-meters of finished lumber. Assume that there
> Refer to Exercise 18.13. Assume that Division A can sell the 1000 units to other customers at €155 per unit with variable marketing costs of €5 per unit. Required Determine whether Gustavsson will benefit if Division C purchases the 1000 components fr
> Gustavsson AB, manufacturer of tractors and other heavy farm equipment, is organized along decentralized lines, with each manufacturing division operating as a separate profit centre. Each divisional manager has been delegated full authority on all decis
> Montaigne-Chimie SA consists of seven operating divisions, each of which operates independently. The operating divisions are supported by a number of support divisions such as R&D, labor relations and environmental management. The environmental managemen
> SBA is a company that produces televisions and components for televisions. The company has two divisions, Division S and Division B.Division S manufactures components for televisions. Division S sells components to division B and to external customers. D
> AA and BB are two divisions of the ZZ Group. The AA division manufactures electrical components, which it sells to other divisions and external customers.The BB division has designed a new product, Product B, and has asked AA to supply the electrical com
> A company, which operates from a number of different locations, uses a system of centralized purchasing. The directors of the company are considering whether to change to a system of decentralized purchasing. Required Explain the benefits that may res
> Assume all the information in Exercise 12.15. Marcel has just received some bad news. A foreign competitor has introduced products very similar to P-41 and P-63. Given their announced selling prices, he estimates the P-41 clone to have a manufacturing co
> P Ltd has two divisions, Q and R that operate as profit centers. Division Q has recently been set up to provide a component (Comp1) which division R uses to produce its product (ProdX). Prior to division Q being established, division R purchased the comp
> The ZZ Group has two divisions, X and Y. Each division produces only one type of product: X produces a component, C and Y produces a finished product, FP. Each FP needs one C. It is the current policy of the group for C to be transferred to Division Y at
> ZP Plc operates two subsidiaries, X and Y. X is a component manufacturing subsidiary and Y is an assembly and final product subsidiary. Both subsidiaries produce one type of output only. Subsidiary Y needs one component from Subsidiary X for every unit o
> All personnel, including partners, of public accounting firms must usually turn in biweekly time reports, showing how many hours were devoted to their various duties. These firms have traditionally looked unfavorably on idle or unassigned staff time. The
> Calypso SA manufactures and sells fertilizers. Calypso uses the following standard direct materials costs to produce 1 tons of fertilizer Note that 1.2 tons of input quantities are required to produce 1 ton of fertilizer. No stocks of direct materials ar
> Tropical AB processes tropical fruit into fruit salad mix, which it sells to a food-service company. Tropical has in its budget the following standards for the direct materials inputs to produce 80 kg of tropical fruit salad: Note that 100 kg of input q
> Marko Antero Oy produces perfume. To make this perfume, Marko Antero uses three different types of fluid. Tartars, Erebus and Uranus are used in standard proportions of 4/10, 3/10 and 3/ 10, and their standard costs are €6.00, â
> X Ltd uses an automated manufacturing process to produce an industrial chemical, Product P. X Ltd operates a standard marginal costing system. The standard cost data for Product P is as follows: In order to arrive at the budgeted selling price for Produ
> Deadeye Ltd operates a standard costing system in which all stocks are valued at standard cost. The standard direct material cost of one unit of product MS is £36, made up of 4.8 kg of material Hat £7.50 per kg. Material H is u
> The Antwerp Lions play in the Flemish Football League. The Lions play in the Antwerp Stadium (owned and managed by the City of Antwerp), which has a capacity of 30 000 seats (10 000 lower- tier seats and 20 000 upper-tier seats). The Antwerp Stadium char

