Question: The case was prepared as the basis
The case was prepared as the basis for discussion rather than to illustrate either effective or ineffective handling of an administrative situation.
Danfoss Drives A/S is a Danish producer of frequency converters located in Graasten in the southern part of the country. The company belongs to the Danfoss Group, one of the largest Danish industrial groups, but since the production of frequency converters is quite distinct from the activities of the other divisions in the group, Danfoss Drives operates as an individual company in all respects, apart from matters of financing.
The financial backing has, however, played an important role in the development of Danfoss Drives. The production of frequency converters was initiated 25 years ago and since then Danfoss Drives has managed to achieve a position as one of the key players in the market. Today the company has an annual turnover in excess of 1 billion Danish Kroner, and more than 750 employees. As a symbol of its key position in the market, the Danfoss Drives frequency converter trademark; a VLT® has become the standard term for frequency converters used within the industry. Achieving this market position has been possible due to the commitment and financial ability of the group to support a growth strategy based on a high level of investment.
Products and Customers
A VLT® can, basically, be described as an instrument that converts electrical power in standard frequency and voltage to the frequency and voltage required by electrical motors for solving specific tasks. To illustrate, VLT® are used in brewery assembly lines to control the speed of the of the conveyor belts. Based on signals from the workers controlling the production process or transmitted automatically from the production system, the VLT® will adjust the speed and torque of the electrical motor accordingly. Consequently, constant speed of the conveyor belts can be achieved at varying levels of production volume.
The VLT®s produced by Danfoss Drives can be differentiated according to the kW-range, the range of possible signals and responses, and the language and display options of the product. The largest VLT®s are capable of controlling electrical motors of up to 500 kW, i.e. as used to drive pumps in water utilities, the smallest products can handle motors with power output down to 0.37 kW. A result of the wide range of possible product specifications has been a correspondingly large number of different VLT®s offered and produced for the market. At present, the product catalogue consists of five product families: AL, AS, B, C and D* with a total of more than 5000 different product numbers. The Danfoss Drives homepage at www.danfossdrives.com provides a more comprehensive description of the VLT® products and their range of application.
Corresponding with the range of possible applications, the VLT®s are sold to a large and diverse group of customers within the industrial market. The customers are either companies, who use the VLT® as part of their own production system, or production system manufacturers, who integrate the VLT® as part of a total production system offered in the market. Usually, the industrial market is attributed with a set of distinct characteristics with regards to buyer behaviour. Buyers are assumed to be informed and *The real product names mentioned on the Danfoss Drives homepage are different from the ones used in this presentation. The use of these five product names serves only as means of simplifying the presentation.
display a relatively more rational behaviour than buyers in the consumer market. The experience of Danfoss Drives serves to moderate this view. Often, the buyers are not aware of the whole range of possible solutions, that the VLT®s offer to the problems in the production process. Further, the decision to purchase a VLT® is an integral element in an elaborate and time-consuming decision related to the construction of a new production system. This is, however, not reflected in the required time for delivery. Danfoss Drives are 'the last to know', and the decision to execute the procurement of the VLT® is made in close connection with the time it is to be used. Consequently, a short delivery time is a critical success factor. This also applies to the replacement market, since the VLT® is often a critical component in a combined production system, a factor, which also makes quality a key product characteristic.
Suppliers and Competitors
The key components used in the production of a VLT® can be divided into mechanical and electrical parts. The mechanical parts are primarily cooling fans, connectors, LED-displays, keyboards and a cabinet, providing the protection of the VLT® from the often quite 'hostile' production environment in terms of, for example, temperature, humidity and dust, in which it is to be used. When in use, the VLT will develop a substantial amount of heat, and for this reason the cooling properties of the cabinet are also an important part of the product design related to the mechanical components. The electrical parts are printed circuit boards and electrical components such as resistors, capacitors and CPUs. The electrical components may be further divided into low- and high-voltage components. The key element in a VLT® is the power card, a printed circuit board mounted with high voltage components, through which the frequency and voltage conversion process takes place. The interaction between the VLT® and the environment (through the controlling signals received) and the surveillance and programming of the VLT® (though the display and keyboards on the product) are handled by control cards and display cards respectively, consisting of low-voltage components.
The distinction between high- and low-voltage components is reflected in the markets for supplies faced by Danfoss Drives. The number of customers for high-voltage components worldwide is fairly limited. Apart from VLT® producers, high-voltage components are used in the production of, for example, control systems in power utilities, televisions and computer monitors. Given the dominant position within the VLT® market, this provides Danfoss Drives with a strong bargaining position vis-à -vis its suppliers - had it not been for the fact that the suppliers of high-voltage components belong to industrial groups to whom the main competitors with the VLT® market also belong. Although the Danfoss Group is large by Danish standards, it is dwarfed by industrial groups such as Siemens, ABB and Mitsubishi.
The market for low-voltage components is quite distinct from the high-voltage market. Low-voltage components can, to a large extent, be considered to be a standardized product, almost a commodity in today's market, with a large number of suppliers worldwide. This provides Danfoss Drives with a strong bargaining position vis-Ã -vis these suppliers - had it been a major customer, which it unfortunately is not compared to such buyers as Philips, Sony, IBM, etc. For both types of electronic components, it is important to note that the delivery time can be quite long, in some cases between six and twelve months.
JIT Production in Danfoss Drives
The original initiative to implement just in time (JIT) production in Danfoss Drives was taken by the present Production Manager about 15 years ago. The motive behind the adoption of the zero-inventory ideal of the JIT philosophy was a perceived, and real, need to do something about the growth in inventory at all levels in production, that was taking place. Until then, the group had provided the financial support required to pursue the growth strategy, but pressure was rising for Danfoss Drives to generate positive cash flows in return for the funds invested. The continued growth in inventory was essentially a threat to the sustained support from group management.
The main reasons for the growth in inventory were the combined effect of growth in sales and in the range of products offered. The expansion in the product range is a result of a strategic decision to focus on close relations with customers, as a means of differentiating Danfoss Drives in the VLT® market. The customers lack of awareness with regard to possible solutions provided by the VLT®s, is seen as a potentially important means of establishing a strong relationship with customers. Close co-operation with customers, combined with products adjusted to their specific needs, is therefore a central element in the Danfoss Drives market strategy.
The experience from Danfoss Drives confirms the point made by researchers and managers alike, that implementing JIT is an ever-continuing process. Consequently, Danfoss Drives is characterized as a JIT producer in relative terms, because it pursues the ideals of JIT production - not because it has achieved them in absolute terms. The consequence of an absolute definition will be a situation, where not even the classical example Toyota, can be classified as a JIT producer.
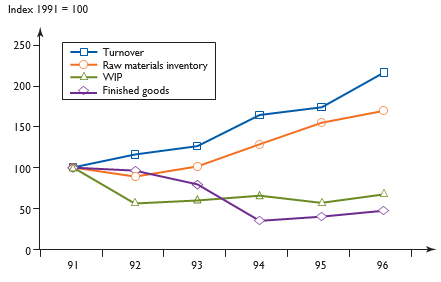
The most fundamental effect of the implementation of JIT has been that Danfoss Drives only produces to order, and therefore does not hold any inventory of finished goods in the factory at all. To do this and still honour the short delivery time required by the customers, has required a dedicated effort by employees across all the functions of the organization. The focus of its effort has been on a reduction of set-up time, reconfiguration and increased flexibility of the production process, and the pursuit of a strategy of modularization in product development. Trying to understand the financial effort of the JIT effort, it is interesting to consider the dramatic development displayed in Figure 1. The finished goods in Figure 1 refer to a limited amount of inventory held at local Danfoss sales companies across the world. The implementation of JIT has been a significant contribution to the achievement of a situation, where Danfoss Drives today is considered to be one of the financially most successful and promising divisions within the Danfoss Group.
FIGURE 1
Development in turnover and inventories
Product and Production Design
The implementation of a strategy focusing on products consisting of modules is strongly related with the design of the production process, where a flow strategy has played a prominent role.
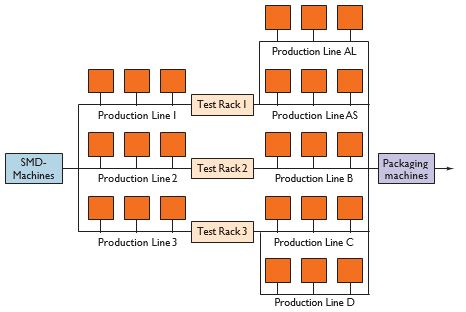
Modularization permits Danfoss Drives to carry out a production process, with an increasing degree of product individualization to the requirements of the customer through the production process. A limited number of different power cards are combined with a range of standardized display and control cards, and finally the customer-specific software is included. The overall design of the production process to support this progressive degree of individualization is illustrated in Figure 2.
The initial stage represents the assembly of the printed circuit boards, both low- and high-voltage. At this stage, the production process is carried out in a machine centre, i.e. consisting of identical SMD machines, with a high degree of automation. For use in this type of machine, the electrical components are kept on large tapes containing several thousand identical components. The tapes are mounted in the machine, which then automatically picks and inserts the individual components according to a program specific to the individual type of circuit board being produced. The number of tapes which can be mounted in the machines is limited. This has in turn motivated Danfoss Drives to use preferred parts lists in the product design department, to ensure that a full assembly programme can be executed within the same set-up, and to reduce the number of set-ups required between production series.
The assembled circuit boards from the first stage in the production process are kept in racks as work in process. Upon receipt of an actual and confirmed customer order, the appropriate power card will be picked from the rack and mounted on a frame together with additional parts such as fans, coils, etc. The completed frame, a power unit, is the backbone of the product and will be subject to an extensive auto- mated testing programme. As illustrated in Figure 2, the assembly and testing of the power units in the testing racks, represent a significant shift from machine centres to production lines. Production lines and testing racks at this stage are shared by the AL and AS product families and by the C and D families.
FIGURE 2
Overview of the production design in Danfoss Drives
The main capacity constraint in this part of the production process is the number of positions in the testing racks. However, this constraint, as with all other possible capacity constraint, has not yet been effective in any systematic way, due to an aggressive investment programme in Danfoss Drives. Based on a philosophy of anticipated continued growth, the company has followed an investment programme insuring a consistent level of excess capacity in production. The ability to expand capacity is to a limited extent possible by increasing the number of employees on the production lines. Significant changes in capacity, however, can only be achieved by working extra shifts. The time required for training new employees is, on average, estimated to be three months.
A minor and time-restricted increase in capacity achieved by increasing the number of employees on one production line does not lead to an increase in the total workforce, because employees are simply shifted from a production line with excess capacity to one with constrained capacity. For this purpose, Danfoss Drives has implemented a plant-wide programme of multi-process training of employees. The effort to increase the flexibility of the workforce is further supported by a deliberate effort to include standardized processes with minimum training requirements in all production lines. The company does not distinguish between 'first class' and 'second class' processes. This makes no sense from a remuneration point of view, since all employees participate in a routine programme of process rotation. Using standardization processes is, however, of significant importance in the holiday season, since it enables Danfoss Drives to use seasonal labour, typically students on vacation, with a limited need for training.
During this period, the pool of employees not on vacation will be responsible for the complicated processes.
Once the power unit is fully tested and approved, it is transferred to the specific production line of the product family, where the display and control cards are inserted, followed by the inclusion of the specific software, final test, final assembly and packaging. The throughput time of the entire production process is between 8 and 24 hours, which in turn enables Danfoss Drives to fulfil any customer orders within a period of three days.
Sales and Production Planning
The sales and production planning process consists of several steps. At the overall level, a sales forecast and consequent investment plan for the next three to five years is developed. One issue plays a particularly prominent role in this connection. The philosophy of growth is dependent on a continuous flow of new product introduction. VLT®s have a long lifetime in use, but the lifetime in production is less than five years. Anticipated sales five years from now will be generated by products, which at present are in the product development pipeline and not in production. Consequently, the integration of product development and product introduction with marketing strategy and long-range financial planning are important issues. Linked to this is also the production investment and production development programme, which is strongly influenced by the strategic commitment to pursue JIT production.
In the budgeting process, i.e within the one-year planning horizon, the formulation of a sales forecast one year ahead constitutes the core element. The sales forecast is specified almost to the level of individual product numbers. The sales forecast is used in the purchasing department, but it is not used in its original form in the production department. Instead, a production forecast based on the sales forecast, but specified at the aggregate product family level, is developed in the production department. This production forecast is used for planning purposes and includes all updated information on expected future material and production efficiency resulting from a continuous cost reduction and performance improvement directed at all products throughout their lifetime in production. All products are subject to a continuous cost reduction and performance improvement effort throughout their lifetime in production.
The budgeting process does not however confine itself to the development of an annual budget. Every quarter, the sales and production forecasts one year ahead are updated and subject to elaboration, in the form of a production forecast per day in the next quarter, which is communicated to the individual production sub-departments. Additional updating of the forecasts is carried out if required, at both monthly and even weekly intervals. Every Monday morning a production meeting takes place, to follow up on last week's production and decide on adjustment to the production and manning plans of the week just started.
Even though Danfoss Drives has chosen to carry out a wide range of forecasting and planning activities, it is important to keep in mind, that actual production is only initiated on the basis of actual customer orders. Consequently, the sequence in the determination of the production programme for the day, is to compare the updated pool of actual orders with the production capacity available. If the production capacity and stock of power cards, or raw materials for the production of the power cards, are sufficient to fulfil the order, a note of confirmation is sent to the customer, stating the time of delivery. This planning routine is carried out automatically in two systems. The shop-floor system contains the production capacity and production plan data. The SAP system contains all data on materials. SAP systems are integrated information systems, consisting of a range of standard planning and recording modules, which can be integrated and customized to cover a wide range of tasks within large companies. The logistics system used by Danfoss Drives to handle the data on materials is thus only a small part of the company wide SAP system. Further information on SAP systems can be found at www.SAP.com
Once the customer order has been confirmed, all materials, not just the power cards required for the order, are reserved in the SAP system and the inventory figures are updated. Simultaneously, the shop-floor system is also updated to include the new order on the production plan. On the factory floor, monitors are placed at all workstations with direct links to the shop-floor system. The customer order directly initiates production of a new VLT® at the workstation placed just after the power card rack.
Physically, this is done by automatically updating the production plan on the monitor placed at this workstation.
Questions:
1. What are the possible reasons behind the difference in the development of the raw materials inventory, as compared with the WIP and finished goods inventory?
2. Discuss what could be the possible reasons for Danfoss Drives choosing to implement such an elaborate planning structure, considering that production is only executed on the basis of
actual orders?
3. What are the driving factors behind the need to update forecasts at quarterly, monthly and even weekly intervals?
4. What are the possible consequences for sales planning given the aggressive investment strategy?
5. Discuss whether standard costing is reconcilable with the kaizen ideal of continuous improvement?
Transcribed Image Text:
Index 1991 = 100 250- - Turnover Raw materials inventory WIP 200 Finished goods 150- 100- 50- 91 92 93 94 95 96 Production Line AL Test Rack I Production Line I Production LineAS SMD- Packaging machines Test Rack 2 Machines Production Line 2 Production Line B Test Rack 3 Production Line3 Production Line C Production Line D
> For the quadratic model of Exercise 12.51(b), give estimates of the variances and covariances of the estimates of β1 and β11. Exercise 12.51(b): The following is a set of data for y, the amount of money (in thousands of dollars)
> For the model of Exercise 12.50(a), test the hypothesis H0: β4 = 0, H1: β4 ≠0. Use a P-value in your conclusion. Exercise 12.50(a): For the punter data in Case Study 12.2, an additional response, â€
> Suppose that a sample consisting of 5, 6, 6, 7, 5, 6, 4, 9, 3, and 6 comes from a Poisson population with mean λ. Assume that the parameter λ follows a gamma distribution with parameters (3, 2). Under the squared-error loss function, find the Bayes estim
> The following is a set of data for y, the amount of money (in thousands of dollars) contributed to the alumni association at Virginia Tech by the Class of 1960, and x, the number of years following graduation: (a) Fit a regression model of the type &Ici
> For the punter data in Case Study 12.2, an additional response, “punting distance,” was also recorded. The average distance values for each of the 13 punters are given. (a) Using the distance data rather than the hang
> The electric power consumed each month by a chemical plant is thought to be related to the average ambient temperature x1, the number of days in the month x2, the average product purity x3, and the tons of product produced x4. The past yearâ€&
> Use the techniques of backward elimination with α = 0.05 to choose a prediction equation for the data of Table 12.8.
> For the data of Exercise 12.15 on page 452, use the techniques of (a) forward selection with a 0.05 level of significance to choose a linear regression model; (b) backward elimination with a 0.05 level of significance to choose a linear regression mode
> Consider the “hang time” punting data given in Case Study 12.2, using only the variables x2 and x3. (a) Verify the regression equation shown on page 489. (b) Predict punter hang time for a punter with LLS = 180 pounds and Power = 260 foot-pounds. (c) C
> A study was done to determine whether the gender of the credit card holder was an important factor in generating profit for a certain credit card company. The variables considered were income, the number of family members, and the gender of the card hold
> A study was done to assess the cost effectiveness of driving a four-door sedan instead of a van or an SUV (sports utility vehicle). The continuous variables are odometer reading and octane of the gasoline used. The response variable is miles per gallon.
> For the data set given in Exericise 12.16 on page 453, can the response be explained adequately by any two regressor variables? Discuss. Exericise 12.16: An engineer at a semiconductor company wants to model the relationship between the gain or hFE of a
> Consider the data of Exercise 12.13 on page 452. Can the response, wear, be explained adequately by a single variable (either viscosity or load) in an SLR rather than with the full two-variable regression? Justify your answer thoroughly through tests of
> Suppose that the time to failure T of a certain hinge is an exponential random variable with probability density f(t) = θe−θt, t>0. From prior experience we are led to believe that θ is a value
> In Example 12.8, a case is made for eliminating x1, powder temperature, from the model since the P-value based on the F-test is 0.2156 while P-values for x2 and x3 are near zero. (a) Reduce the model by eliminating x1, thereby producing a full and a rest
> Consider Example 12.3 on page 447. Compare the two competing models. First order: yi = β0 + β1x1i + β2x2i + €i, Second order: yi = β0 + β1x1i + β2x2i+ β11x21i + β22x22i + β12x1ix2i + i. Use R2adj in your comparison. Test H0 : β11 = β22 =β12 = 0. In addit
> Consider Example 12.4. Figure 12.1 on page 459 displays a SAS printout of an analysis of the model containing variables x1, x2, and x3. Focus on the confidence interval of the mean response μY at the (x1, x2, x3) locations representing the 13 data points
> An experiment was conducted to determine if the weight of an animal can be predicted after a given period of time on the basis of the initial weight of the animal and the amount of feed that was eaten. The following data, measured in kilograms, were reco
> Consider the data of Exercise 11.55 on page 437. Fit a regression model using weight and drive ratio as explanatory variables. Compare this model with the SLR (simple linear regression) model using weight alone. Use R2, R2adj, and any t-statistics (or F-
> Consider the data for Exercise 12.36. Compute the following: R(β1 | β0), R(β1 | β0, β2, β3), R(β2 | β0, β1), R(β2 | β0, &I
> Consider the electric power data of Exercise 12.5 on page 450. Test H0: β1 = β2 = 0, making use of R(β1, β2 | β3, β4). Give a P-value, and draw conclusions. Exercise 12.5: The elec
> A small experiment was conducted to fit a multiple regression equation relating the yield y to temperature x1, reaction time x2, and concentration of one of the reactants x3. Two levels of each variable were chosen, and measurements corresponding to the
> Repeat Exercise 12.17 on page 461 using an F-statistic. Exercise 12.17: For the data of Exercise 12.2 on page 450, estimate σ2. Exercise 12.2: In Applied Spectroscopy, the infrared reflectance spectra properties of a viscous liquid used in
> For the model of Exercise 12.5 on page 450, test the hypothesis H0: β1 = β2 = 0, H1: β1 and β2 are not both zero. Exercise 12.5: The electric power consumed each month by a chemical plant is thought to be
> Suppose that in Example 18.7 the electrical firm does not have enough prior information regarding the population mean length of life to be able to assume a normal distribution for μ. The firm believes, however, that μ is surel
> Estimate the proportion of defectives being produced by the machine in Example 18.1 if the random sample of size 2 yields 2 defectives.
> This is an extract from Ducker, H., Head, A., McDonnell, B., O’Brien, R. and Richardson, S. (1998), A Creative Approach to Management Accounting: Case Studies in Management Accounting and Control, Sheffield Hallam University Press, ISBN
> This case study is taken from Ducker, J., Head, A., McDonnell, B., O'Brien, R. and Richardson, S. (1998), A Creative Approach to Management Accounting: Case Studies in Management Accounting and Control, Sheffield Hallam University Press, ISBN 086339 791
> Southern Paper Inc. is a global packaging company headquartered in the United States. The company was founded in the 1880s and has three principal business sectors – forest products, packaging and papers. The forest products division supplies lumber to t
> This case study is taken from Ducker, J., Head, A., McDonnell, B., O'Brien, R. and Richardson, S. (1998), A Creative Approach to Management Accounting: Case Studies in Management Accounting and Control, Sheffield Hallam University Press, ISBN 086339 791
> This case was originally set in the 1960s in rural Vermont. The Majestic Lodge is an old but well-maintained property that has changed ownership several times over the years. It has no restaurant or bar. It is positioned as a mid-price, good quality "des
> The Managing Director of the Kiddy Toy Company (KTC) needs to decide whether a special export order should be accepted or rejected, with reasons provided, for the manufacture of Panda bears. The background Official statistics indicate that China manufact
> Professor Anthony Atkinson, (University of Waterloo) and adapted by Professor John Shank (The Amos Tuck School of Business Administration Dartmouth College) This case is reprinted from Cases in Cost Management, Shank, J. K., 1996, South Western Publishin
> Anjo Ltd was established in 1986 by two brothers, Andrew and Jonathan Bright. They saw a market for providing accessories in the home to accommodate the new era of home entertainment, such as television cabinets, record stands, hi-fi cabinets, tape casse
> Permission to reprint this case has been granted by Captus Press Inc. and the Accounting Education Resource Centre of the University of Lethbridge. Foster’s Construction Ltd: Organizational Background Fosters Construction Ltd (FCL) is a privately owned c
> Airport Complex was founded in Northern Europe in the early 1960s, and at the time it primarily served as a domestic airport. During the 1980s, flights to foreign destinations became an ever more vital activity for the airport. Today, the airport functio
> Hardhat Ltd’s Budget Committee, which has members drawn from all the major functions in the business, is meeting to consider the projected income statement for 2018/2019, which is composed of the ten months’ actuals to
> The Application of Linear Programming to Management Accounting Midland Airport Ltd LEARNING OBJECTIVES: After reading this case study and completing the questions you will be able to: • Formulate the initial linear programming model (ob
> Fleet operates a chain of high street retail outlets selling clothing and household items. In 1995 this company was heading for a financial loss and was deemed to have lost strategic direction. The business formula that had proved successful in the 1980s
> This case study is taken from Ducker, J., Head, A., McDonnell, B., O'Brien, R. and Richardson, S. (1998), A Creative Approach to Management Accounting: Case Studies in Management Accounting and Control, Sheffield Hallam University Press, ISBN 086339 791
> In November 2012, a consultant was employed to review and document the planning and control systems of Integrated Technology Services (UK) Ltd (ITS-UK), to ensure that these were effectively meeting the needs of the business and to provide a basis for st
> This case was originally set in a specialty manufacturer of industrial measuring instruments in Scotland in 1979. The topic is profit variance analysis. THE FIRM Kinkead has been a leading UK firm since World War II in specialty instruments for measuring
> Company A is in the chemical industry and a manufacturer of industrial paints. At one of its manufacturing sites (site 1) a new system of costing and management information is being considered to replace a traditional system, which was not meeting fully
> The Board of Dumbellow Ltd are meeting on the 23rd January to discuss the draft budget for 2018/19, some two months before the start of that year. The company produces three industrial valves which are incorporated into equipment used in the Oil and Gas
> Learning objectives: After reading this case study and completing the questions you will be able to: • Demonstrate familiarity with two methods of process costing: weighted average and FIFO. • Discuss the treatment of normal loss, abnormal loss and abnor
> Company B is a manufacturer of large, complex electrical motors. It has been making them 'to order', in order quantities of, typically, one-four in a jobbing/batch production system for many years. A typical selling price may range from £3000-£20 000 per
> Learning objectives: After reading this case study and completing the questions you will be able to: • Explain the alternative methods of allocating joint costs to products. • Discuss the arguments for and against each
> Mestral is a highly successful company manufacturing a range of quality bathroom fittings. For the past 15 years production has been carried out at three locations: Northern town in the North East of England; at Western town on the Severn estuary; and at
> Kaminsky Ltd manufactures belts and braces. The firm is organized into five departments. These are belt-making, braces-making and three service departments (maintenance, warehousing and administration). Direct costs are accumulated for each department. F
> (a). Flopro plc makes and sells two products A and B, each of which passes through the same automated production operations. The following estimated information is available for period 1: (ii). Production/sales of products A and B are 120 000 units and
> Galuppi plc is considering whether to scrap some highly specialized old plant or to refurbish it for the production of drive mechanisms, sales of which will last for only three years. Scrapping the plant will yield £25 000 immediately, where
> Franzl is a contract engineer working for a division of a large construction company. He is responsible for the negotiation of contract prices and the subsequent collection of instalment monies from customers. It is company policy to achieve a mark-up of
> Paragon Products plc has a factory that manufactures a wide range of plastic household utensils. One of these is a plastic brush that is made from a special raw material used only for this purpose. The brush is moulded on a purpose-built machine that was
> Losrock Housing Association is considering the implementation of a refurbishment programme on one of its housing estates which would reduce maintenance and heating costs and enable a rent increase to be made. Relevant data are as follows: (i). Number of
> Using the discounted cash flow yield (internal rate of return) for evaluating investment opportunities has the basic weakness that it does not give attention to the amount of the capital investment, in that a return of 20 per cent on an investment of &Ac
> The Portsmere Hospital operates its own laundry. Last year the laundry processed 120 000 kilograms of washing and this year the total is forecast to grow to 132 000 kilograms. This growth in laundry processed is forecast to continue at the same percentag
> You are employed as the assistant accountant in your company and you are currently working on an appraisal of a project to purchase a new machine. The machine will cost £55 000 and will have a useful life of three years. You have already est
> Your company is considering investing in its own transport fleet. The present position is that carriage is contracted to an outside organization. The life of the transport fleet would be five years, after which time the vehicles would have to be disposed
> Garrett Automative Ltd (GAL) is a UK subsidiary of a American parent company that manufactures turbochargers for the automative industry. GAL decided to begin its profit improvement programme by examining its factory throughput. Throughput was defined as
> The following information relates to three possible capital expenditure projects. Because of capital rationing only one project can be accepted: The company estimates its cost of capital is 18 per cent. Calculate: (a). The payback period for each proje
> Short flower Ltd currently publish, print and distribute a range of catalogues and instruction manuals. The management has now decided to discontinue printing and distribution and concentrate solely on publishing. Long plant Ltd will print and distribute
> Cassidy Computers plc sells one of its products, a plug-in card for personal computer systems, in both the UK and Ruritania. The relationship between price and demand is different in the two markets, and can be represented as follows: Home market: Price
> Butterfield Ltd manufactures a single brand of dog food called ‘Lots O Grissle’ (LOG). Sales have stabilized for several years at a level of £20 million per annum at current prices. This level is not expected to change in the foreseeable future (except a
> Safety or buffer stocks are held for many reasons. For example, road authorities might want to hold sufficient stock of grit salt in case of bad weather, or firms might build stock of key materials if a price rise is impending. In recent times climate c
> The Boeing 737 jet is the world’s most popular and reliable commercial airliner. The company has manufactured over 8000 jets in the 737 family. In 2005, the 737-900ER was launched, which can carry more passengers over a further range than any previous mo
> Modern day aircraft are complex pieces of engineering, increasingly using more technology, composite materials and more efficient engines. Aircraft engines are in particular improving not only in fuel efficiency, but also in range, thus contributing to l
> South African energy and chemicals company Sasol, like many companies dealing with large-scale projects, needs to prepare cost estimates. Sasol specialize in high value liquid fuels, chemicals and low-carbon electricity. In 2014, the company decided to i
> In the March 2012 edition of CIMA’s Financial Management journal, Christian Doherty asks what will management accountants ten years on be grappling with? This question has been posed before (see, for example, Scapings et al., 2003) and technology is a fa
> According to a US Congressional enquiry, this accident apparently partly resulted from local decisions within the oil multinational BP and its contractors to save relatively immaterial costs by cutting corners in oil exploration safety measures (National
> As one of the pioneers in the low-cost airline market, easyJet’s business model includes some core values: ● Safety – Our number one value, sitting at the core of everything we do. ● Pioneering – We challenge to find new ways to make travel easy and affo
> Insteel Industries decided to implement ABM at the Andrews, South Carolina, plant. The ABM team analysed operations and identified 12 business processes involving a total of 146 activities. The ABM study revealed that the 20 most expensive activities acc
> Taylor, Woods and Cheng Ge Fang (2014) reported on how one UK company moved its target costing system away from profit targets and focused it on product-level economic value added (EVA(TM)) targets. The company, which used the pseudonym Electronics for c
> Management accounting combines accounting, finance and management with the leading-edge techniques needed to drive successful businesses. Chartered management accountants: ● Advise managers about the financial implications of projects. ● Explain the fina
> Following events of September 2001, airport security screening in the US and globally increased dramatically. As we all know, this led to increasing queues at airports which while inconvenient, are paramount to the safety and security of passengers. Sin
> As a result of the recent financial troubles at Tesco its shares declined to an 11-year low in 2014. Terry Smith, chief executive of investment house Fundsmith, stated in an article published in The Financial Times that investors had long ignored warning
> An article by Chen et al. (2015) published in Strategic Finance described how Zhongyuan Special Steel Co. (ZYSCO), a typical Chinese state-owned company, introduced a new strategic management system that would integrate its value creation strategy into e
> Southwest Airlines set ‘operating efficiency’ as its strategic theme. The four perspectives embodied in the balanced scorecard were linked together by a series of relatively simple questions and answers: Financial: Wha
> The Globe and Mail (Canada) quotes an article written by Professor Pietro Micheli in Industry Week in which he listed seven myths about performance management that promote the wrong behaviours. The following is a summary of these myths: Myth 1: Numbers
> Across Europe, just how much – or little – US multinational firms are paying in taxes is coming under intense scrutiny according to an article published in the Washington Post. Most of the investigations revolve around the issue of ‘transfer pricing’, wh
> According to an article in the Financial Times the UK tax authority (HMRC – HM Revenue & Customs) raised £1.1bn from challenging the pricing of multinational companies’ internal deals in 2013–14 – more than twice as much as in the previous year. The incr
> Medical devices are normally associated with use by hospitals and medical practices. Some devices are used by normal consumers and, according to an article on the Medical Device and Diagnostic Industry website (www.mddionline.com), are proliferating. The
> Teva Pharmaceutical Industries Ltd reorganized its pharmaceutical operations into decentralized cost and profit centres. Teva proposed a transfer pricing system based on marginal costs. But the proposed transfer pricing system generated a storm of contro
> The financial mission of a company should be to invest and create cash flows in excess of the cost of capital. If an investment is announced that is expected to earn in excess of the cost of capital, then the value of the firm will immediately rise by th
> From Real World View 19.1, you know that Siemens operates in many countries and has quite a diverse product offering. With such complex and broad operations, there are many factors that can affect the performance of a business sector or division. In its
> German global company Siemens AG had a turnover of almost €76 billion in 2015, recording a profit after taxes of €7.4 billion, according to its annual report. The company operates globally, with 351 000 employees globally. Siemens is a diverse organizati
> A distinguishing feature of today’s digital technology is that it is characterized by zero (or near-zero) marginal costs. Once you’ve made the investment needed to create a digital good, it costs next to nothing to roll out and distribute millions of cop
> In a BBC documentary called Power to the People, Michael Portillo visited a ‘You Decide’ session organized by the local council in Tower Hamlets, London. At this session, local people decide what is to be done with £250 000 of council money. They are giv
> Meditech South Africa (Pty) Ltd provides software solutions to meet the information needs of healthcare organizations in Africa and the Middle East. According to their website, the software can encompass all areas of healthcare from doctor’s offices to h
> Setting standards in an organization may be primarily to assist in the calculation of a standard cost for the product or service for management accounting purposes. Standards are also relevant for operational and customer service managers as they may aff
> Recipes are used in the manufacturing processes of many sectors. In the paper industry, a starch recipe consisting of borax, caustic soda, starch (from maize or potatoes) and hot water is used to glue corrugated board (cardboard) together. This process i
> Once standard costs have been established and used by a business, they should be updated on a regular basis. Actual costs are frequently used as a basis for any updates. SAP, a leading enterprise resource planning (ERP) system, provides tools and data wi
> The internet of things (IoT) refers to an ever-growing network of physical objects which are connected to the internet. This includes household devices and many business and industrial applications. The IoT has given way to a vast array of new products a
> Because of the previous lack of effective control of expenditure by the Han Dan Company, a system of responsibility accounting and standard costing was introduced. The basic principles underlying the responsibility cost control system included: (1). set
> Government crime-fighting targets are a shambles and should be scrapped, claims Chief Superintendent, Ian Johnston. Mr Johnston was speaking ahead of the Police Superintendents’ Association’s annual conference, when he asked the police minister to scrap
> The British government has pledged to spend 0.7 per cent of national aid resulting in £12 billion being allocated to the Department for International Development’s (DfID’s) aid budget despite the fact that the Independent Commission on Aid Impact publish
> The globe is facing an increase in water demand resulting in the need for additional agricultural land and irrigation water. Elyamany and El-Nashar (2013) provided an illustration of a financial appraisal of four alternative methods of water irrigation i
> Although the apex of ZBB’s popularity in the late 1970s is long past, there has been renewed interest in ZBB in today’s environment of fiscal constraint, says Shayne Kavanagh in an article published in Public Finance. He cites a recent Government Finance
> Big data is a term that describes the large volume of raw data, both structured and unstructured, that inundates a business on a daily basis. It includes information such as email messages, social media postings, phone calls, purchase transactions, websi
> Revisions to China’s budget law, passed on 31 August 2014, represent a significant reform, providing a framework for significantly greater transparency and accountability for local government says Fitch Ratings. Fitch expects that these changes will even
> According to Industrial Info Resources, a leading provider of industrial intelligence data, the sustained high prices for oil and natural gas that existed at the time prompted an increasing interest in drilling in locations that were previously not consi

